The Lens Behind the Frame. How Spectacle Lenses Are Manufactured.
A lens travels through nine stages before it reaches your face. Understanding that journey changes how you think about what sits in your frames.
Most people think of a spectacle lens as a simple object, curved plastic, a coating applied but the reality is considerably more involved. A modern individualised lens, the kind used in a progressive or a high-index single vision, passes through nine distinct manufacturing stages, each one building on the last, each one requiring tolerances that leave no margin for error.
There are two fundamentally different approaches to making a spectacle lens. The first is casting, used for stock lenses produced in large quantities. The second is freeform manufacturing, used for individualised prescription lenses.
The Raw Materials
Before any machining begins, a material must be chosen. All modern spectacle lenses start as a semi-finished blank, a disc with the front surface already formed and the back surface awaiting its prescription. These blanks come in two materials, each with distinct optical and physical properties.
The dominant lens material for good reason. What was once a compromise between weight and clarity is no longer a compromise at all. Modern high-index plastics, including Tokai's 1.76 index material, deliver optical performance indistinguishable from glass at a fraction of the weight, with considerably better safety and durability.
- ✓ Significantly lighter than mineral glass, critical for comfort across a full day of wear
- ✓ Impact resistant and far safer for rimless frames, drill mounts, and active wear
- ✓ High-index options up to 1.76 produce thinner profiles than equivalent glass prescriptions
- ✓ Accepts the full range of modern coatings: hard coat, multi-layer anti-reflection, hydrophobic, photochromic and blue-light filtering, all applied without compromise
- ✓ Compatible with freeform manufacturing and full prescription individualisation
Glass lenses were the standard for over a century, valued for their optical purity and scratch resistance. Both remain true. But modern plastic has resolved most of the trade-offs that once made glass worth the compromise.
- ○ Naturally scratch resistant, though hard-coated plastic and premium lens coatings now performs to the same standard
- ○ Excellent optical clarity, now matched by modern plastics
- ○ Accepts anti-reflective coatings well
- ○ Heavier than plastic, especially with higher powers
- ○ More prone to shattering, a safety concern for rimless frames and an obstacle to thinner edge profiles
The 8 Steps
The eight steps are what stands between a raw blank and a lens that performs to your prescription. Each stage builds on the last, and none can be skipped or approximated. The result is a lens that is calculated for one person, shaped to their exact specification, and inspected before it ever reaches a frame.

The lens order arrives digitally from the optician. The prescription is calculated, the appropriate semi-finished blank selected automatically from inventory, and a unique barcode assigned. Every station reads this barcode to load the correct parameters in real time. The journey begins.

A protective coating is applied to the front surface of the lens, and the blank is attached to a metal blocker. This holds the lens securely during machining without distorting its optical properties. Precise positioning at this stage determines everything that follows.

The back surface is machined using a 5-axis CNC process. A natural diamond tip cuts the prescription into the lens across tens of thousands of individual points, roughing, shaping, and defining the optical surface in approximately 90 seconds. This is freeform technology: every point on the surface is calculated individually for the specific wearer.
The machined surface is polished to optical clarity without altering the prescription geometry. A laser then engraves an almost invisible signature into the lens, a small "Z" in the case of ZEISS, that serves as a permanent marker for quality assurance and centration during frame fitting.
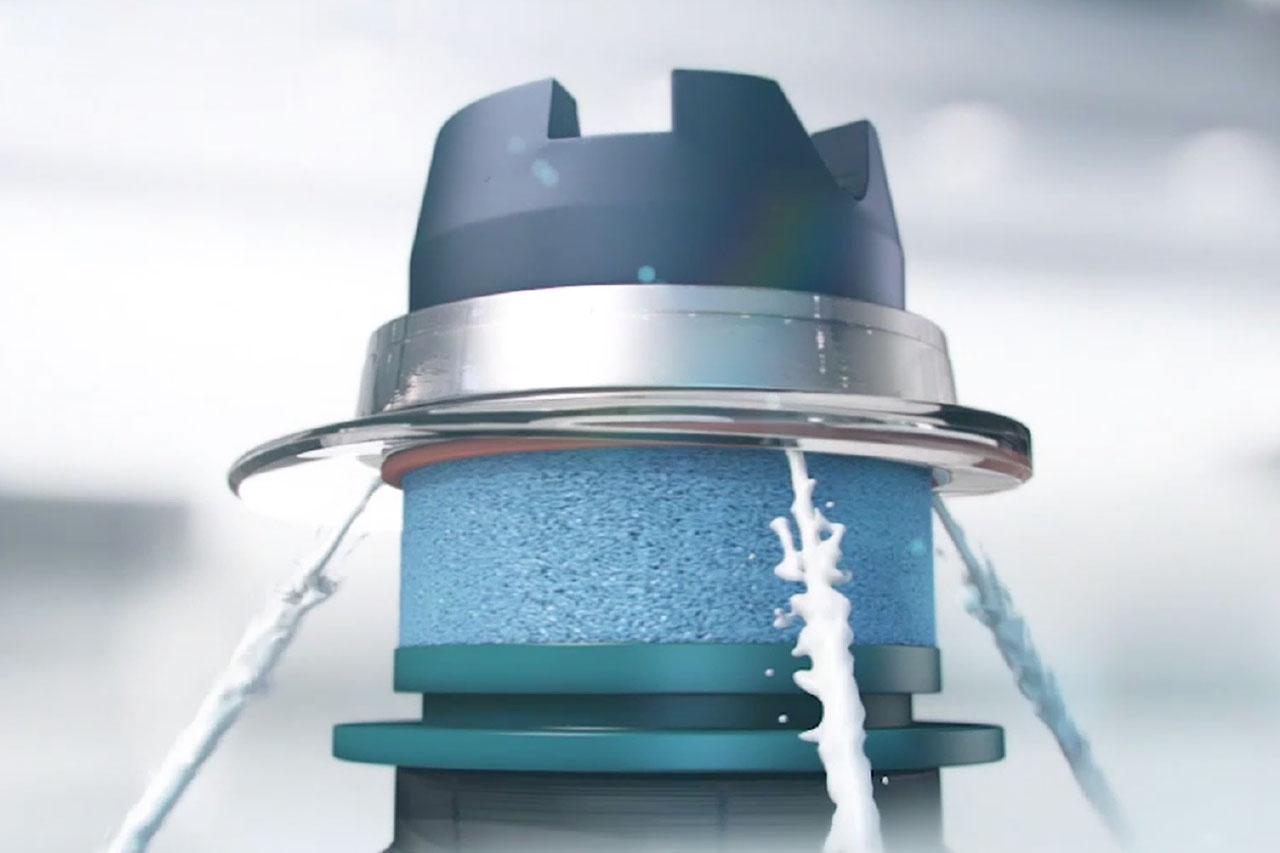
The metal alloy connecting the lens to the blocker melts at just under 50°C, allowing the lens to be released with hot water. The lens is then cleaned thoroughly using brushes, cleaning agents and ultra-pure water, before being blow-dried and prepared for coating. Metal alloy is recovered and reused.
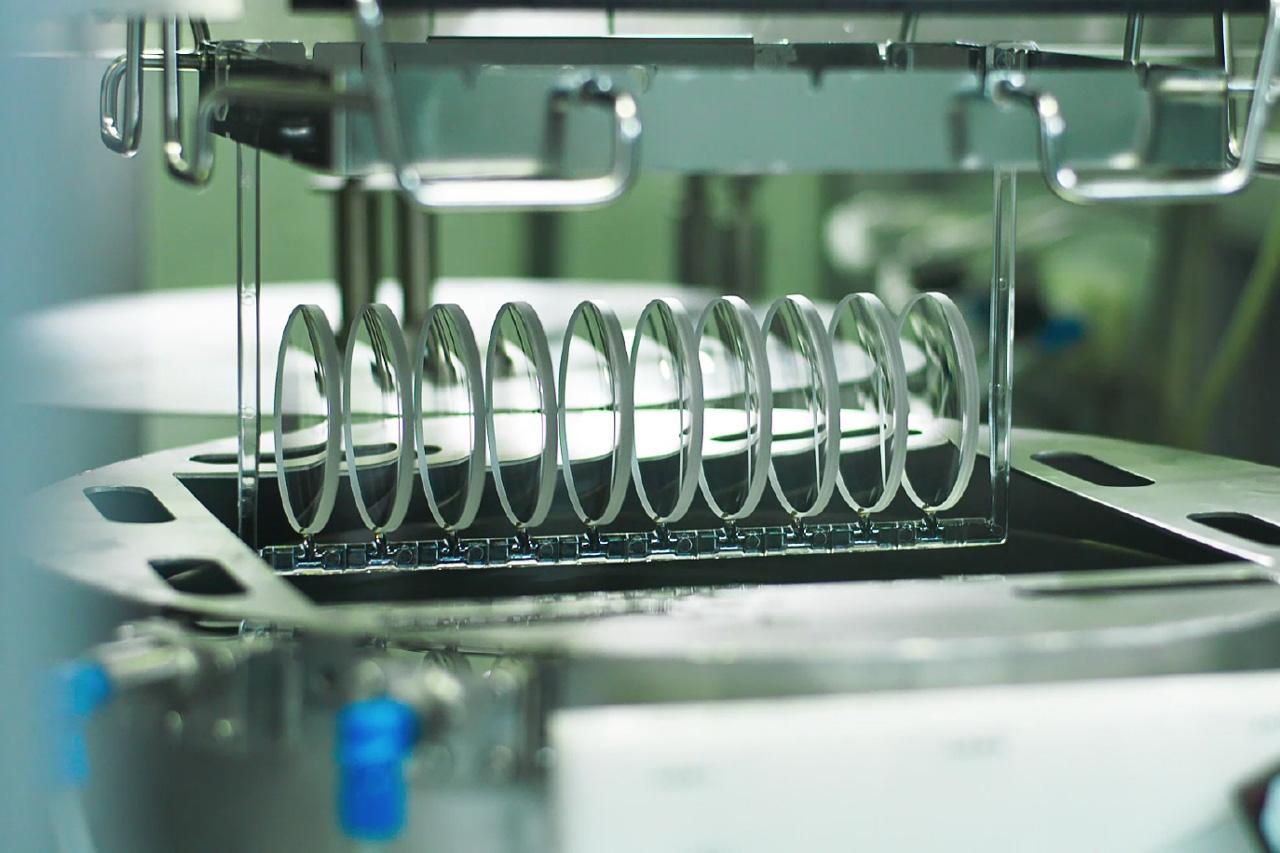
Where a tint has been specified, it is applied here. Plastic lenses are submerged in a dye bath using textile-grade colours safe for health and environment. Glass lenses receive their tint through metal oxide layers. Achieving the correct shade requires considerable experience, as each lens is tinted individually.
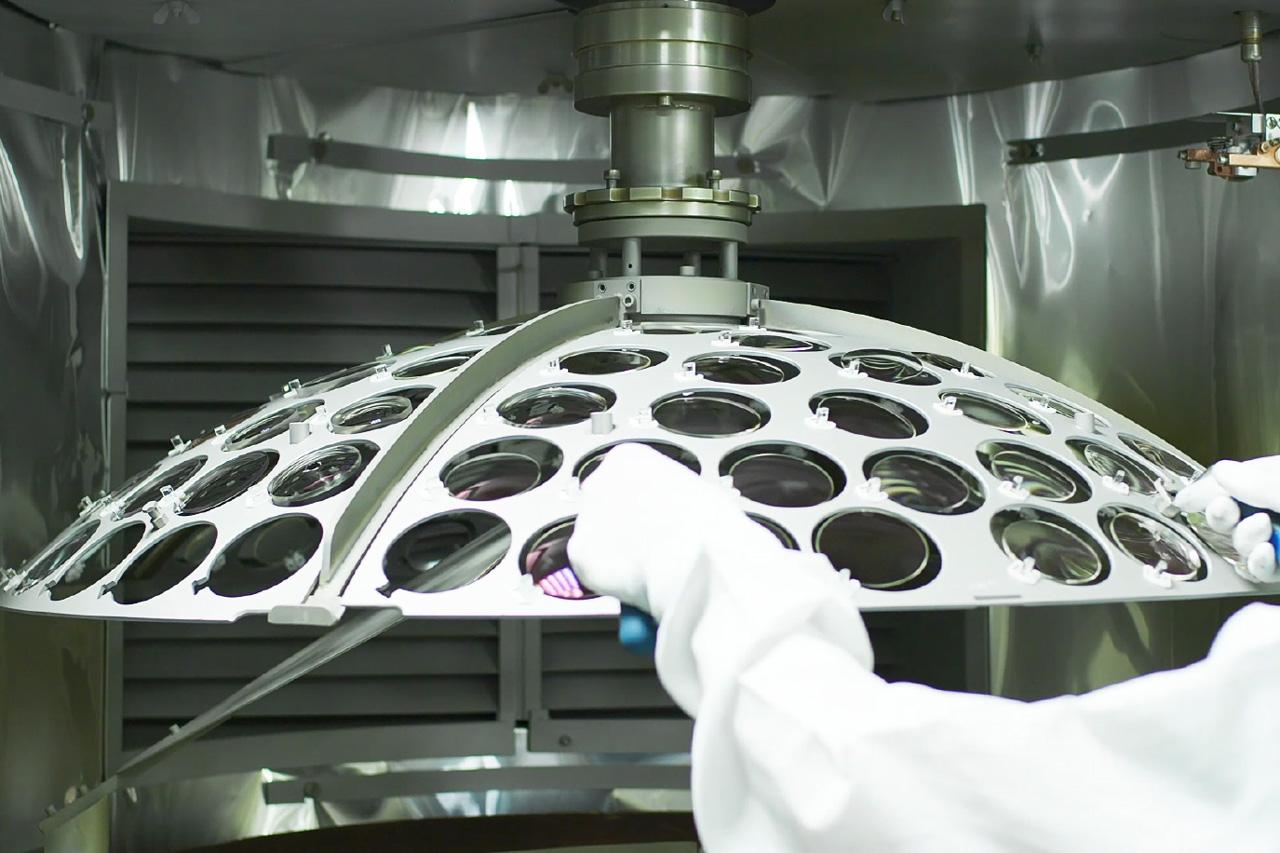
The most technologically demanding stage. A hard coat is applied first to protect against scratches, essential for plastic which is not adequately resistant on its own. Anti-reflective layers follow in a vacuum deposition process, applied one by one. A modern lens can carry up to nine individual coating layers. The final layer provides water and dirt resistance.
Every lens is inspected before dispatch, visually for surface damage or contamination, and mechanically to verify that prescription, axis, cylinder, thickness, design and diameter all meet specification. If anything falls outside tolerance, the lens does not pass.
A lens is not finished when it leaves the factory. It is finished when it is sitting in your frame, centred precisely in front of your pupil, doing exactly what it was calculated to do.